Narzędzie SRB, głowica do honowania, pręt do honowania i tuleje
Narzędzia pneumatyczne SRB

| szef SRB | Nudny pręt | szef SRB | Nudny pręt | szef SRB | Nudny pręt |
| Φ35-37 | Φ30 | Φ38-45 | Φ43 | Φ46-56 | Φ43 |
| Φ57-60 | Φ51 | Φ61-69 | Φ56 | Φ70-89 | Φ65 |
| Φ90-120 | Φ80 | Φ121-139 | Φ100 | Φ140-169 | Φ130 |
| Φ170-230 | Φ160 | Φ231-400 | Φ220 |
Działanie: narzędzie porusza się do przodu w celu zdzierania i do tyłu w przypadku nagniatania wałkiem.
Dzięki 2 grupom wkładek na górnym końcu może osiągnąć wysoką precyzję wymiarowania i dobrą kontrolę kształtu.
Dzięki 4 grupom podkładek prowadzących może osiągnąć doskonałe prowadzenie i zrównoważone skórowanie.Zapobiegaj również zadrapaniom na powierzchni otworu.Wkładki wycofywane są za pomocą sterowania pneumatycznego.
Funkcja:
Do stosowania do obróbki różnych rur, w tym rur stalowych bez szwu ciągnionych na zimno, rur ciągnionych na zimno spawanych, rur stalowych walcowanych na gorąco i rur ze staliwa.
Łatwo i szybko dostosuj rozmiary wkładek, podkładek prowadzących i rolek.Po zakończeniu obróbki wyreguluj wkład za pomocą sterowania pneumatycznego, aby zapobiec uszkodzeniu powierzchni otworu.
Przyjęcie projektu z wysoką wydajnością, połączenie precyzyjnego skórowania i nagniatania wałkiem oraz osiągnięcie jednorazowej obróbki.Zapewnia stopie długą żywotność i ma wysoką wydajność 20-krotności tradycyjnej gładziarki i 5-10-krotności zwykłej wytaczarki.
Po zakończeniu obróbki twardość powierzchni wzrasta o około 30%, precyzja do IT8, wykończenie powierzchni do Ra0,05-0,2μm.
Aby poprawić kompatybilną precyzję, zwiększyć odporność na zużycie i przedłużyć żywotność części zamiennych.Po nagniataniu wałkiem cylinder olejowy staje się antykorozyjny i odporny na zużycie oraz osiąga dobre wykończenie powierzchni, co przedłuża żywotność pierścienia uszczelniającego lub części uszczelniających.
SRB Narzędzia hydrauliczne

| szef SRB | Nudny pręt | szef SRB | Nudny pręt | szef SRB | Nudny pręt |
| Φ35-37 | Φ30 | Φ38-43 | Φ43 | Φ44-48 | Φ40 |
| Φ49-60 | Φ43 | Φ61-72 | Φ56 | Φ73-77 | Φ65 |
| Φ78-87 | Φ70 | Φ88-107 | Φ80 | Φ107-137 | Φ100 |
| Φ138-177 | Φ130 | Φ178-250 | Φ160 | Φ250-400 | Φ220 |
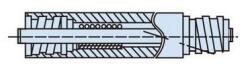
Działanie: na górnym końcu znajduje się głowica do wytaczania zgrubnego z trzema grupami płytek wymiennych (mocowanie mechaniczne) i trzema grupami podkładek prowadzących z węglików spiekanych.Głowica do wytaczania zgrubnego odcina większość materiału, za nią pływająca głowica do skrawania, w której zainstalowane są trzy grupy (sześć sztuk) drobnych wkładek.Głowica ścinająca redukuje ślady fali i koryguje odchylenie na powierzchni.Tylną częścią narzędzia jest rolkowa głowica nagniatająca, z 6-40 rolkami pracującymi na wewnętrznej ścianie trzpienia, które mogą formować gładką powierzchnię i uzyskać lepszy profil.Po zakończeniu obróbki wkładka ścinająca jest obkurczana pod kontrolą hydrauliczną, a rolkę można również cofnąć, aby zapobiec uszkodzeniu powierzchni otworu.
Cechy
Obróbka rur stalowych bez szwu ciągnionych na zimno, rur ciągnionych na zimno spawanych, rur walcowanych na gorąco i rur odlewanych.
Łatwo i szybko dostosuj rozmiary wkładek, podkładek prowadzących i rolek.Po zakończeniu akcji wkład ścinający, podkładka prowadząca i rolka są szybko cofane, skutecznie chroniąc powierzchnię otworu przed uszkodzeniem.
Przyjęcie projektu z wysoką wydajnością, zintegrowanie pięciu procedur w jednorazowym procesie usuwania dużych ilości materiału, co znacznie poprawia produktywność będąc 20-krotną tradycyjną maszyną do honowania i 5-10-krotnie zwykłą maszyną do wytaczania głębokich otworów, jednocześnie przedłużając żywotność narzędzia.
Po obróbce twardość powierzchni wzrasta o około 30%, precyzja wynosi do IT8 powyżej.Chropowatość wynosi do Ra0,05-0,2 μm.
Po obróbce twardość powierzchni wzrasta o około 30%, precyzja do IT8 powyżej.Chropowatość wynosi do Ra0,05-0,2 μm.
Aby poprawić kompatybilną precyzję, zwiększa odporność na zużycie i przedłuża żywotność części zamiennych.Po nagniataniu wałkiem cylinder olejowy staje się antykorozyjny i odporny na zużycie, osiągając doskonałe wykończenie powierzchni i przedłużając żywotność pierścienia uszczelniającego lub części uszczelniających.
Głębokie honowanie otworów typu MS
Ta głowica honująca służy do obróbki wykańczającej przedmiotu obrabianego z głębokimi otworami.
| Głowica honująca | Pręt do honowania | Głowica honująca | Pręt do honowania |
| Φ38-49,9 | Φ35 | Φ200-349,9 | Φ100 |
| Φ50-79,9 | Φ45 | Φ350-499,5 | Φ130 |
| Φ80-119,9 | Φ70 | Φ500-1000 | Φ230 |
| Φ120-200 | Φ85 |

Pręt do honowania
Pręt do honowania składa się z zewnętrznego pręta i rdzenia, który może regulować długość pręta do honowania w zakresie od 1 m, 1,2 m, 1,5 m i 2 m, aby dostosować się do różnych maszyn i różnych potrzeb.Dopasowanie głowicy honującej i pręta honującego znajduje się w powyższej tabeli.
Pręt do wiercenia/wytaczania
Ten pręt do wiercenia / wytaczania można łączyć z głowicą do wiercenia / wytaczania / toczenia / trepanacji, długość pręta może wynosić 0,5 m, 1,2 m, 1,5 m, 2 m itp., Aby dostosować inną maszynę.

Krzewy i akcesoria
Akcesoria do tulei stożkowych

Możemy wykonać profesjonalne narzędzia do cięcia głębokich otworów zgodnie ze specjalnymi wymaganiami klienta, np. Narzędzie do podnoszenia, narzędzie do formowania itp.